COMO ELEGIR TU LIMA ROTATIVA DORMER








Debe tener en cuenta muchos parámetros a la hora de seleccionar una plaquita de torneado. Seleccione cuidadosamente la geometría, la calidad, la forma (ángulo del punta), el tamaño, el radio de punta y el ángulo de posición (inclinación) de la plaquita para alcanzar un buen control de virutas y rendimiento de mecanizado.



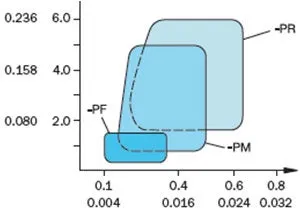
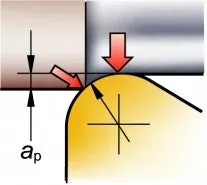
Las geometrías de torneado pueden dividirse en tres tipos básicos optimizados para operaciones de acabado, intermedias y de desbaste. En el diagrama se muestra la zona de trabajo para cada geometría, en función de una rotura aceptable de la viruta en relación con el avance y la profundidad de corte.
Combinaciones de gran profundidad de corte y velocidad de avance. Operaciones que precisan la mayor seguridad del filo posible.
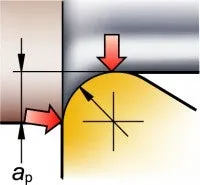
Operaciones intermedias y de desbaste ligero. Amplia gama de combinaciones de profundidad de corte y velocidad de avance.

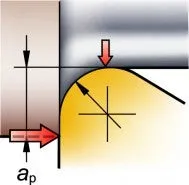
Operaciones con profundidades de corte ligeras y velocidades de avance reducidas. Operaciones que requieren fuerzas de corte bajas.

| ap | |||
| pulg. | mm | | |
 |
Avance fn | ||
| mm | |||
| pulgadas | |||
En el ejemplo anterior se muestra la oferta para acero. Hay otras opciones disponibles para todos los grupos de materiales.
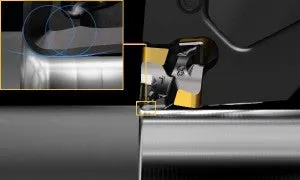
Utilice las plaquitas wiper para obtener un acabado superficial optimizado con datos de corte estándar o un acabado superficial homogéneo a una velocidad de avance mucho mayor.
La geometría wiper -WMX es la primera elección y es un buen punto de partida para la mayoría de aplicaciones. Cuando cambian las condiciones, siempre hay una alternativa productiva.
Escoja una geometría wiper positiva para reducir las fuerzas y mantener la productividad en caso de experimentar problemas de vibración.
Seleccione la geometría wiper del siguiente modo:
-WL: para mejorar el control de la viruta al pasar a una fn/ap menor.
-WF: mejora el control de la viruta a una fn/ap menor. También para fuerzas de corte menores cuando se produce vibración.
-WMX: siempre primera elección en el área de aplicación de viruta ancha. Proporciona una productividad y versatilidad máxima y los mejores resultados.
-WR: cuando se requiere un filo más resistente como, por ejemplo, en el caso de cortes intermitentes.
Encuentre aquí nuestras herramientas de corte
Envienos una pregunta
Regístrese en nuestro programa gratuito de formación on-line
La calidad de la plaquita se selecciona principalmente de acuerdo con:
La geometría de la plaquita y la calidad de la plaquita se complementan. por ejemplo, la tenacidad de una calidad puede compensar la falta de resistencia de una geometría de plaquita.
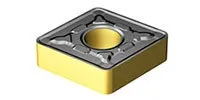
La forma de la plaquita debe seleccionarse en relación con la accesibilidad del ángulo de posición necesaria para la herramienta. Para garantizar la resistencia y fiabilidad de la plaquita debe seleccionarse el ángulo de punta más grande posible. No obstante, este aspecto debe equilibrase con la variedad de cortes a realizar.
Un ángulo de punta grande es resistente, pero requiere más potencia de la máquina y da lugar a una mayor tendencia a la vibración.
Un ángulo de punta reducido es más débil y presenta un empañe reducido del filo, lo que se traduce en una mayor sensibilidad a los efectos del calor.

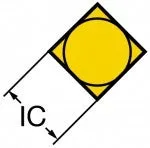
Seleccione el tamaño de la plaquita en función de los requisitos de la aplicación y el espacio disponible para la herramienta de corte en la aplicación.
Un tamaño de plaquita más grande, ofrece una mayor estabilidad; para operaciones de mecanizado pesado, el tamaño de la plaquita será, por lo general, superior a IC 25 mm (1 pulg.).
Al realizar operaciones de acabado, a menudo, el tamaño puede reducirse.
El radio de punta, RE, es un factor clave en operaciones de torneado. Las plaquitas están disponibles en varios tamaños de radio de punta. La selección depende de la profundidad de corte y del avance, e influye en el acabado superficial, la rotura de la viruta y la resistencia de la plaquita.
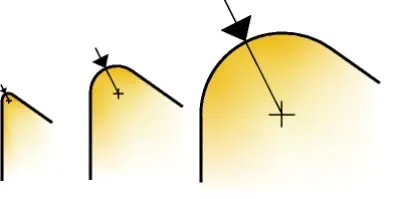
| Radio de punta pequeño | Radio de punta grande | |
|
|
La relación entre el radio de punta y la profundidad de corte afecta a la tendencia a la vibración. Las fuerzas radiales que alejan la plaquita de la superficie de corte se vuelven más axiales a medida que aumenta la profundidad de corte.
Es preferible tener más fuerzas axiales que radiales. Las fuerzas de corte radiales grandes pueden afectar negativamente a la acción de corte lo que resulta en vibraciones y un acabado superficial deficiente.
Como norma general, elija un radio de punta que sea igual o inferior a la profundidad de corte.
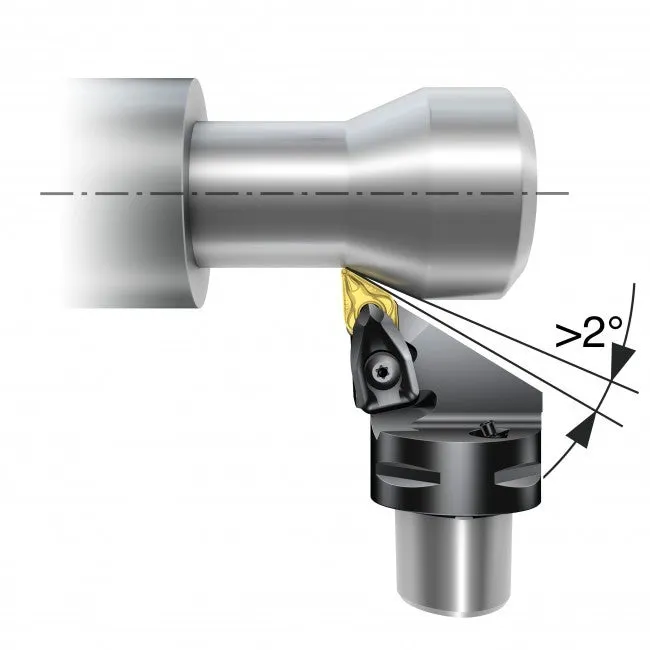
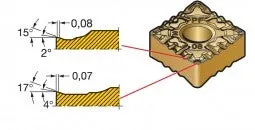
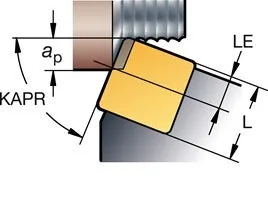
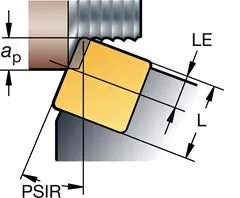
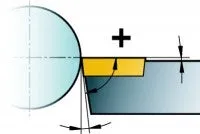
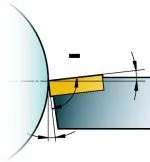
Una plaquita negativa presenta un ángulo de 90° (ángulo de incidencia de 0°), mientras que una plaquita positiva presenta un ángulo inferior a 90° (ángulo de incidencia de 7°, por ejemplo). En la ilustración de la plaquita negativa se muestra la plaquita montada e inclinada en el portaplaquitas. A continuación se indican algunas características de ambos tipos de plaquita:


El ángulo de posición, KAPR (o el ángulo de inclinación, PISR), es el ángulo entre el filo y la dirección de avance. Para garantizar el éxito de la operación de torneado es importante seleccionar el ángulo de posición/inclinación correcto. El ángulo de posición/inclinación influye en:





Esta tabla nos muestra las distintas medidas de diámetros y pasos según las distintas normas y aplicaciones. Esto no implica que todo lo que se encuentre acá este disponible comercialmente y solo busca ser una ayuda para identificar roscas y normas ayudar en proyectos y reparaciones .
ISO WHITWORTH UNC GAS UNF METRICA
